



|




- 品牌:耀禹
- 货号:1
- 价格: ¥120000/台
- 发布日期: 2023-07-13
- 更新日期: 2024-11-22
| 外型尺寸 | 30*2 |
| 品牌 | 耀禹 |
| 货号 | 1 |
| 用途 | 水利工程 |
| 型号 | 钢坝 |
| 制造商 | 耀禹 |
| 是否进口 | 否 |
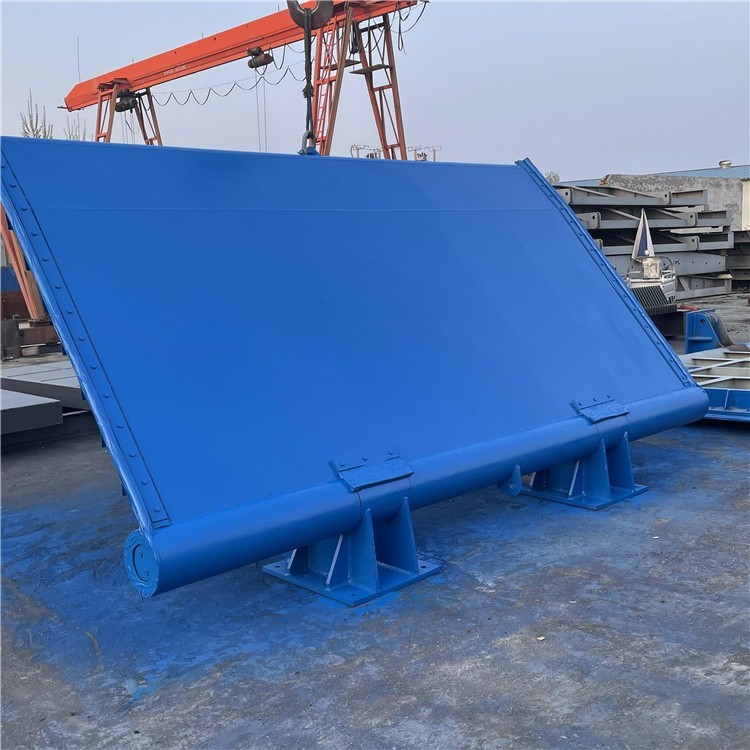
卧床式翻板闸门
卧床式翻板闸门是目前市场应用比较广泛,用户反映非常满意的一种水利闸门,整个闸门体系由闸门门板、液压油缸、液压泵站及电气控制系统等构建。电控系统是基于Internet网络,通过液压控制系统实现对闸门的现地和远程控制,可手动控制也可自动控制;可广泛应用于水利水电、市政建设、给水排水、水产养殖、农田水利、旅游开发等项目。
卧床式翻板闸门具有以下优点:
1、建造成本低
卧床式翻板闸门只需建造坝基,无需建造相关的放置平台,而且不需建造闸门与闸门之间的隔离墩,相对与其他类型的闸门坝基基础要求不高,基础上部的宽度能够布置下闸门及满足日后维修、维护即可,因此,总体工程投资成本大大降低。
2、结构科学合理,闸门坚固耐用,美观大方
卧床式翻板闸门上翻拦水时,门板与液压油缸形成三角形的支撑结构,力学结构科学合理,闸门全部为钢板与型钢焊接而成,并通过防腐处理,坚固耐用,抗洪水的冲击能力强。平时河道流水从闸门顶部通过,形成一道瀑布与周围景色相结合,即美观又大方。
3、止水效果好
卧床式翻板闸门全部为钢板与型钢焊接而成,加之本翻板闸门为底部固定,河道垃圾和杂物往闸门上面通过,不易被河道内的杂物卡住而漏水,止水 。而混凝土翻板闸门拼装而成的门板缝隙长时间运行易造成渗漏;翻板门底部和侧面易被河道垃圾、树枝等杂物卡住,造成漏水。
4、泄流能力强
目前市场上的翻板闸门多为浮动式翻板闸门,在闸门开起过水时,水往闸门底部和上部一起通过,传统翻板闸门在水中最多开至80度,不能与水流平行,从而形成翻板闸门一定的阻水,加之传统翻板闸门安装时需要有两个固定支墩作为闸门支撑,加大了过水的阻碍。而卧床式翻板闸门为底部固定,全部下翻时,闸门卧在河床底部,与坝基相平,实现了泄流零阻碍,让水流全速通过。

液压翻板坝用于关闭和开放泄(放)水通道的控制设施。水工建筑物的重要组成部分,可用以拦截水流,控制水位、调节流量、排放泥沙和飘浮物等。闸门一般由活动部分(也称门叶)、埋固部分和启闭机械3部分组成。门叶包括:承重结构、行走支承、支臂、支铰、止水装置、吊耳等。埋固部分包括:轨道、铰座、止水座、护角等。常用的启闭机械有:卷扬式、油压式、螺杆式和式机械。闸门分类较多。
液压翻板闸门是一种结合支墩坝水利结构型式的新型活动坝,具备挡水和泄水双重功能。液压翻板闸门的构造由弧形(或直线)坝面、液压杆、支撑杆、液压缸和液压泵站组成。新河县北方水利机械厂可根据客户需求加工定制。
平面定轮钢制闸门承受水头较大,外形规格可定做,平面定轮钢制闸门用于水利水电,市政建设,给水排水,水产养殖,农用水利建设等工程,钢闸门主要以钢板为基材焊制而成,该闸门耐腐蚀, 封闭可采用橡胶止水,密封性能好。闸门可根据水头增大可设置槽滑轮,定位轮,以减少磨擦阻力,方便提闭。平面定轮钢制闸门结构特点:
本设备主要由门框、闸板、密封圈及可调式锲型压块等不见组成。
钢闸门久用磨损后,其密封面可通过锲型压块的调整来保证正常工作。具有结构合理坚固、耐磨耐蚀性强、性能可靠。安装、调整、使用、维护方便等特点。
钢闸门是给排水工程、水利、水电工程中常用的拦水、止水设备,由门框、闸板、密封圈及可调式锲型压块等部件组成。钢制闸门久用磨损后,其密封面可通过锲型压块的调整来保证正常工作。 耐久性:轻钢结构采用冷弯薄壁钢构件体系组成,钢骨采用防腐钢板制造,有效避免钢板在施工和使用过程中锈蚀的影响,增加了轻钢构件的使用.
钢制闸门以钢板为基材,采用橡胶止水、防腐方式为表面进行喷砂除锈及热喷锌,钢制闸门具有结构合理坚固、耐磨耐、性能可靠;安装、调整、使用、维护方便等特点。钢闸门是给排水工程、水利、水电工程中常用的拦水、止水设备,我公司生产的钢闸门种类齐全,可适用于多种场合。
钢闸门从其结构形式可分为以下四类:
插板闸门(CBZ):三面止水,密封性能好,适用于渠道安装。
制水闸门(ZSZ):四面止水适用于渠道或孔壁的安装,承受水头在5m以下。
叠梁闸门(DLZ):适用于使用频率较少的场合,渠道安装,分块启吊。
平面闸门(PGM):承受水头较大,外形规格可定做,适用于水利水电工程中工作闸门、检修闸门等。
闸门和埋件各构件的加工、拼装和焊接严格按照预先编制并经监理单位批准的工艺流程进行。按工艺图和样板下料,并应根据拼装焊接的实际变形情况及时修改工艺,以确保焊缝质量,使尺寸偏差小,满足规范要求。制作过程中随时进行检测,严格控制焊接变形和焊接质量,对焊接变形超差部分全部进行校正,直至达到规定的标准为止。
