|




- 品牌:耀禹
- 货号:1
- 价格: ¥200000/台
- 发布日期: 2023-09-16
- 更新日期: 2024-09-21
| 外型尺寸 | 10*9.3 |
| 品牌 | 耀禹 |
| 货号 | 1 |
| 用途 | 河道 |
| 型号 | GZM |
| 制造商 | 耀禹 |
| 是否进口 | 否 |
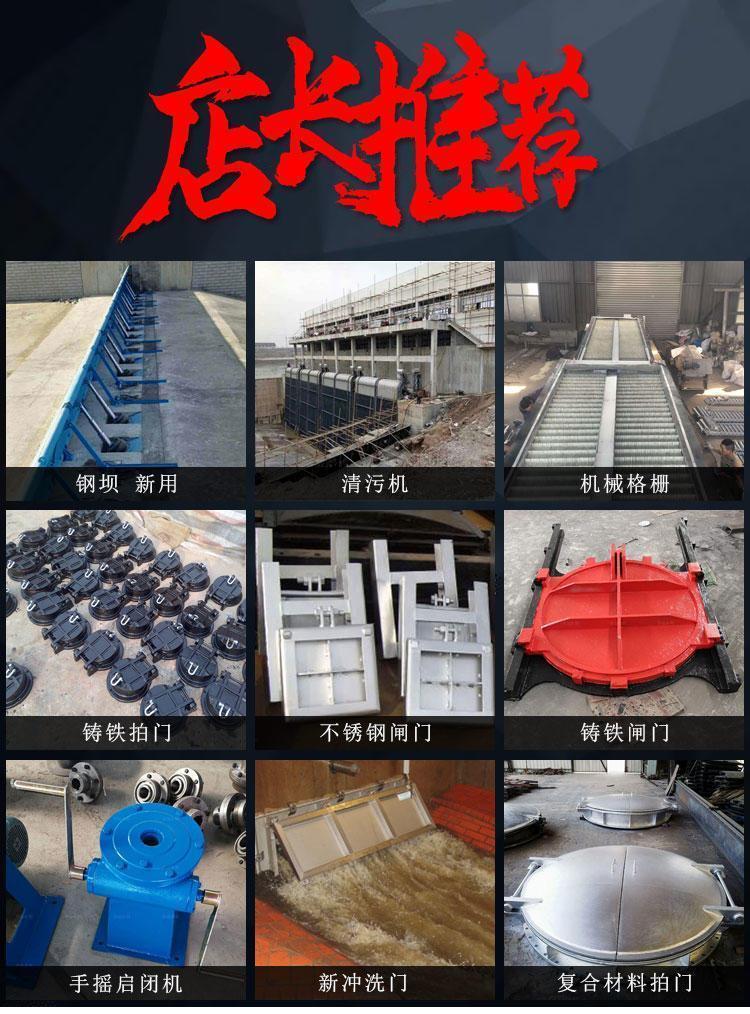
PZ型双向止水铸铁闸门、双向止水铸铁闸门
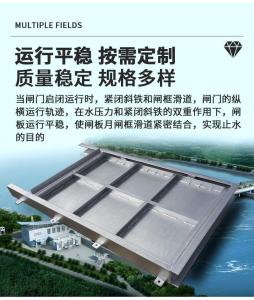
双向止水铸铁闸门的特点-
★双向止水铸铁闸门广泛应用于水利水电、市政建设、给水排水、水产养殖、农用水利建设等工程。
★双向止水铸铁闸门结构合理,便于安装,操作简便灵活,便于管理。 -
★防腐能力强,可在PH=6-8的流体酸碱中使用。 -
★止水效果好;正常渗水量L≤0.07L/m.s。 -
★按闸门的鲒构形式分为:PZ型平面平板门和PGZ型平面拱形门,又可分为整体式和组装式两种。 -
★规格齐全从0.2x0.2—6.5x6.5m(6.5x6.5m米 水头号为6.5m米);出水口]=3米时,为双吊点闸门。
双向止水铸铁闸门安装:
★双向止水铸铁闸门安装时要整体安装,一期浇注,将闸板与闸框的封水间隙调到0.3mm以下,方可进行二期浇注。 -
★在浇注混凝土时,流进闸板、闸框、斜铁、挡板间隙中的灰浆必须清除,防止灰浆凝固后影响闸门启闭。 -
★闸门上下框设有固定块,可防止闸板在运输吊装等过程中滑出,安装凝固后(使用前)应先卸掉上闸框的固定块和下框紧回螺栓,方可启动。 -
★闸门启闭时,应注意闸板的上下板限位置,以免陨坏闸门或启闭机
排水用双向止水铸铁闸门、双向止水铸铁闸门结构特点:
.双向止水铸铁闸门由门框、闸板、导轨、密封条、传动螺杆、吊块螺母/吊耳和可调整密封机构等部件组成,其中门框和闸板均由 灰口铸铁或球墨铸铁制成,导轨左右对称布置且用不锈钢螺栓定位销与门框二侧端部连接 (对中小口径的闸门,其导轨可与门框浇注成一体),导轨长度一般为闸门全开启高度的1/2~1/3,因而整体结构强度高、刚性高、耐磨、耐腐蚀性好、承压能力大。

附壁式铸铁闸门结构:
门由阀座(阀体)、阀板、密封圈、铰链四部分构成。仅用于单向水流的圆形和方形出水口,结构严密,工作可靠,无需人力操作启闭力来自水源压力,当拍门内的水压大于拍门外侧压力则开启;反之则关闭。
适用介质:水,河水,江水,海水,生活,工业污水
适用范围 :适用于水利系统、市政污水、城市防洪排涝、污水处理厂、自来水厂等。
型号与规格:
方闸门:明杆式
附壁式铸铁闸门主要性能指标:
1、闸门密封面配合间隙≤0.1㎜,密封座厚度大于10㎜。
2、密封面每米长度渗水量:正向≤0.7L/min ·m反向≤1.25L/min ·m
3、公称压力≤0.1Mpa;密封试验压力0.1Mpa
4、工作环境:温度-20℃~120℃湿度:95%
附壁式铸铁闸门工作介质:水与污水PH值:5-10e)

单向止水附壁式铸铁闸门结构
安装位置:正常状态下正向迎水、处于铅垂状态。
1、 工作水头:单向受压:正向:10m 反向:5m 双向受压:均为10mg)启闭速度:不小于0.2m/min,不大于1.5m/min。
2、闸框距边壁距离≥300㎜,距池底距离≥150㎜~250㎜。
附壁式铸铁闸门主要部件的材质如下:
闸板:灰口铸铁HT250闸框:灰口铸铁HT250
密封座:灰口铸铁HT200或铜合金2CuSn5Pb5Zn
楔块:灰口铸铁HT200或铜合金2CuSn5Pb5Zn
墙框:灰口铸铁HT250或碳钢Q235
导轨、吊耳:灰口铸铁HT250
闸杆:不锈钢2Cr13
吊块螺母:铜合金2CuSn5Pb5Zn紧固件、
地脚螺栓:不锈钢1Cr18Ni9Ti或Cr13
偏心销和销轴:不锈钢1Cr18Ni9Ti或Cr13
启闭机支座:灰口铸铁HT250或碳钢Q235所有的铸件都不能有砂眼、气孔、裂缝和其它缺陷。
双向止水附壁式铸铁闸门
附壁式铸铁闸门制作工艺方案
一、需方要求及施工图纸尺寸,经技术部、工艺部、质检部、生产部认可后方可组织生产。
二、整个生产过程将按照ISO9001质量体系认证的规程执行,严把质量关,同时做好质量原始记录的收集整理工作,作为竣工资料的组成部分。
三、对于关键工序(件)由质检人员到现场监督施工。
附壁式铸铁闸门具体工艺方案:
1、材料采购:
1.生铁、密封铜条等相关材料的采购必须有化学成份检验报告与机械性能检验报告。并对生铁、铜条等进行抽样检验,对不合格的原辅材料可以申请退货,检验合格后的材料方可入库并出具检验合格入库单,由生产部门领用。1.2同时模具车间按技术部图纸进行模具制作,做好生产前的准备。
五、闸门铸件毛坯的铸造:
2.开炉前,按照国家标准牌号进行炉料的配料,同时做好其它准备。
3、当炉前铁水基本达到出水温度时,进行炉前取样,送至理化实验室进行炉前化验,符合相关国家标准牌号的化学成份后,方可进行铁水的浇注。
4、毛坯铸造完成并进行清砂处理后,检验合格的所有闸门、闸框等铸件进行相应热处理,消除铸造内应力后进入后道工序进行机械加工。
5、铸铁闸门机械加工3.1金加工车间再次对铸件表面进行进一步清砂打磨处理,使其外观比较美观。
清洁有利于 的表面油漆处理。
6、密封铜条与闸框、门体装配时用环氧树脂密封胶同时用沉头螺栓固定于闸框或门体上。沉头孔内也用环氧树脂填实,使其密封无渗漏;
7、各加工工序按技术部图纸进行机械加工,特别注意铸铁镶铜闸门的止水面加工时要严格按要求加工。
8、装配操作规程本规程适用于本公司生产的铸铁镶铜闸门生产过程中的装配试机及最终成品的检验。
9、.本公司生产的合格零部件和采购回来的合格配套件方可进入装配