


|




- 品牌:耀禹
- 货号:1
- 价格: ¥30000/台
- 发布日期: 2023-11-29
- 更新日期: 2024-11-25
| 外型尺寸 | 3.5*3.5 |
| 品牌 | 耀禹 |
| 货号 | 1 |
| 用途 | 水利 |
| 型号 | PGZ |
| 制造商 | 耀禹 |
| 是否进口 | 否 |
闸门启闭机的常见问题解决办法
1.闸门在启闭时,不得按反向按钮,如需反向运行,应先按停止按钮,然后才能反向运行;
2.运行时如发现异常现象,如沉重、停滞、卡阻、杂声等,应立即停止运行,待检查处理后再运行;
3.使用启闭机,当闸门开启到达预定位置,而压力仍然升高时,应立即控制油压;
4.当闸门开启接近*开度或关闭接近底板门槛时,应加强观察并及时停止运行;
5.遇有闸门关闭不严现象,应查明原因进行处理;
6.使用螺杆启闭机的,禁止强行压顶。

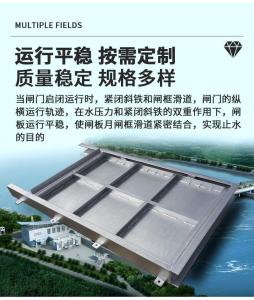
闸板是直接承受水压力的挡水构件,闸框是闸板四周的支承构件,同时也是闸板上下运动的滑道,滑道以外部分镶嵌于闸墩及闸门的二期混凝土中,将闸板所承受的水压力均匀地传递到闸墩及闸室底部。闸框迎水面四周与闸板框四周背水面接触处经机械***加工刨光后平直光滑、贴合严密,使结合面、止水面与运动滑道合三为一。在启闭机作用下,当闸门启闭运行时,紧闭斜铁和闸框滑道确保闸门的纵横运行轨迹,在水压力和紧闭斜铁的双重作用下,确保·闸板运行平稳,使闸板与闸框滑道紧密贴合,从而达到有效止水的目的。
铸铁弧面闸门的应用
闸门用于关闭和开放泄(放)水通道的控制设施。水工建筑物的重要组成部分,可用以拦截水流,控制水位、调节流量、排放泥沙和飘浮物等。
闸门设备包括主要由闸框、闸板、吊座及紧闭斜铁等零部件组成。为克服以往钢门易锈蚀的缺点,闸框、闸板全采用铸铁组成,其中闸框又由上横梁、下横梁、左直梁、右直梁组成。为了制造、运输、安装方便,闸板一般根据其大小或高度情况由上下几部分拼装组成。


铸铁弧面闸门表面预处理
1、 涂装前,应将涂装部位的铁锈、氧化皮、油污、焊渣、灰尘、水分等污物清除干净。闸门表面的除锈等级应达到DL/T5018-2004第7.1.3条和7.1.4条规定的标准;门机、机架等主要结构构件除锈等级应达到DL/T5019规定的标准。
2、 涂装开始时,若检查发现钢材表面出现污染或返锈,应重新处理,直到监理人认可为止。
3、 当空气相对湿度超过85%,钢材表面温度低于露点以上3℃时,不得进行表面预处理。
六、闸门及启闭机的防腐喷涂工作
闸门门体及其门槽埋件的结构涂装处理按设计图纸和《涂装前钢材表面锈蚀等级和除锈等级》(GB8923-88)、热喷涂锌及合金涂层及其试验方法(GB9793-9794)以及《水工金属结构防腐蚀规范》(SL105-95)的要求进行。质检人员具有国家有关部门颁发的*。操作人员经过培训、考试合格、持证上岗。严格质检人员及考试合格的操作人员名单报工程师确认备案,数量满足施工的要求。
0.7米*0.7米铸铁弧面闸门安装指导:
检查:在闸门埋件安装前,对各埋件逐件进行检查,根据施工图纸复测尺寸与施工图纸是否相符。如有因运输、堆放或吊装等原因产生的变形、损伤,则需预先矫正合格。对所有埋件进行防腐施工并验收合格后方可进行吊装。检查各埋件二期混凝土槽内土建预埋钢筋的情况,不能影响埋件的安装。
1.1、控制点设置
首先放出安装基准样点――孔口中心线、固定支座轴孔中心线、底坎中心线及控制高程点,基准样点误差应符合设计及规范要求。
1.2、底槛安装
底槛安装时以放置的控制点为准,用千斤顶及调整螺栓等进行调正,合格后焊接固定。要检查底槛面局部不平度、两端高程差以及工作面的倾斜度等项目。
1.3、铰座埋件安装
铰座埋件分一期和二期埋件。预埋螺杆与框架焊接成整体后做为一期埋件随混凝土浇筑安装。
安装铰座二期埋件时,先将调整螺杆和基础板按设计尺寸组成整体,将前后螺栓初步拧紧。将基础板吊入安装位置,放在支架上,用花篮螺丝及千斤顶调整好中心位置、高程和角度后临时固定。在左右2块基础板同心度及中心位置、高程和角度达到规范要求后,将调整螺杆焊接在预埋基础板上,进行加固,然后浇筑二期混凝土。
2、门体安装
2.1、支铰安装
首先对铰座进行检查和防腐,调整铰座好角度后用型钢固定。然后整体吊装就位,调整铰座中心的位置合格后将固定螺栓打紧。
2.2、支臂安装
将组装好的支臂吊入,与支铰进行连接。控制对装间隙,调整支臂间跨距,以及支臂前段的长度。支臂前部放置在临时支架上,并处于闸门在全关时的位置,以便于与闸门连接。
2.3、门叶安装
用MQ1260门机将门叶逐节由下向上安装。*节吊入后与支臂下端连接,并调整面板半径合格。吊入第2节与*节对接,根据厂内预组装时的定位装置定位,并调整检查各项目合格。依次吊入所有门节,与支臂连接好后进行固定,各节之间点焊定位。
2.4、闸门焊接
门叶焊接前用样板检查面板弧度和弧面半径,以及门叶中心偏差等,检查结果合格后,经监理认可,方可进行拼装焊缝的焊接。门叶焊接按分节由下向上依次进行。每个节间焊缝焊接顺序为隔板、翼板、面板。首***行定位焊接,焊接长度为50mm以上,间距为300mm。完成后检查焊接质量,如有缺陷应清除后重新焊接。定位焊后进行正式焊接。焊接面板时安排6~8个焊工采用分段退步对称焊接。将正缝焊接60%~80%后,再进行背缝清根和焊接,然后将正缝焊接完成。每条焊缝均采用多层多道焊,焊缝的层间接头应错开,以***接头焊接质量。 从事焊接的焊工和无损检测人员,必须是取得资质的合格焊工。焊条的保管、烘烤及使用按已规定的程序严格进行。
3.1、水封安装
门叶安装检验合格后,用千斤顶将门叶向另一侧顶移一个设计水封压缩量,然后挂上水封号孔,钻孔后安装复位,再在另一侧反向将门叶顶移二个设计水封压缩量,用同样方法制孔后安装复位。安装时应先将橡皮按需要的长度粘接好,再与水封压板一起配钻螺栓孔,橡胶水封螺栓孔应采用***钻头使用旋转法加工,不准采用冲压法和热烫法加工,其孔径应比螺栓直径小1mm。水封装置安装允许偏差和水封橡皮的质量要求,应符合相关技术规定。
3.2、油漆修补
油漆修补主要是现场焊缝两侧部位的涂装(水封座板、加工面除外),以及安装施工中设备表面涂装损坏的部位。在防腐涂装前,将涂装部位上的铁锈、油污、焊渣、等污物清除干净后再进行防腐涂装工作。
