|




- 品牌:耀禹
- 货号:1
- 价格: ¥30000/台
- 发布日期: 2024-09-28
- 更新日期: 2025-04-21
| 外型尺寸 | 3.5*3.5 |
| 货号 | 1 |
| 品牌 | 耀禹 |
| 用途 | 水利 |
| 型号 | PGZ |
| 制造商 | 耀禹 |
| 是否进口 | 否 |
闸门检验标准
铸铁闸门应符合本标准的要求,并按照规定程序批准的图样和技术文件制造。
二、渠道闸门具体工艺方案:
材料采购:
1.生铁、
密封铜条等相关材料的采购必须有化学成份检验报告与机械性能检验报告。并对生铁、铜条等进行抽样检验,对不合格的原辅材料坚决退货,检验合格后的材料方可入库并出具检验合格入库单,由生产部门用。
2.同时模具车间按技术部图纸进行模具制作,做好生产前的准备。
三、闸门铸件毛坯的铸造:
1.开炉前,按照国家标准牌号进行炉料的配料,同时做好其它准备。
2.当炉前铁水基本达到出水温度时,进行炉前取样,送至理化实验室进行炉前化验,符合相关国家标准牌号的化学成份后,方可进行铁水的浇注。
3.毛坯铸造完成并进行清砂处理后,检验合格的所有闸门、闸框等铸件进行相应热处理,消除铸造内应力后进入后道工序进行机械加工。
四、渠道铸铁闸门机械加工
1.金加工车间再次对铸件表面进行进一步清砂打磨处理,使其外观比较清洁有利于*后的表面油漆处理。
2。密封铜条与闸框、门体装配时用环氧树脂密封胶同时用沉头螺栓固定于闸框或门体上。沉头孔内也用环氧树脂填实,使其密封无渗漏;各加工工序按技术部图纸进行机械加工,特别注意铸铁镶铜闸门的止水面加工时要严格按要求加工。
3、装配操作规程本规程适用于本公司生产的铸铁镶铜闸门生产过程中的装配试机及*终成品的检验。
五、渠道闸门装配过程
1.对待装配件的毛刺或磕碰处(如有)进行处理修整;
2.对待装配件进行清洗或用洁净布擦干净,并放在适当处,用纸等盖好;
3.如需加(涂)油脂处加润滑油脂,如暂不装配时,用纸等盖好;
4.装配中,对需施加外力时,要合理用力,不得盲目蛮干敲击时,手锤不得直接敲击在工件上,而影响装配质量;
5.装配过程中,对掉落的灰尘,碎屑等及时处理,并按相关闸门的国家标准检验止水面的间隙是否符合要求。
6.将装配的相关测量数据填写在《检验报告》上。
六、渠道闸门安装调试过程
1.各种产品的调试参见各产品的检验规范或
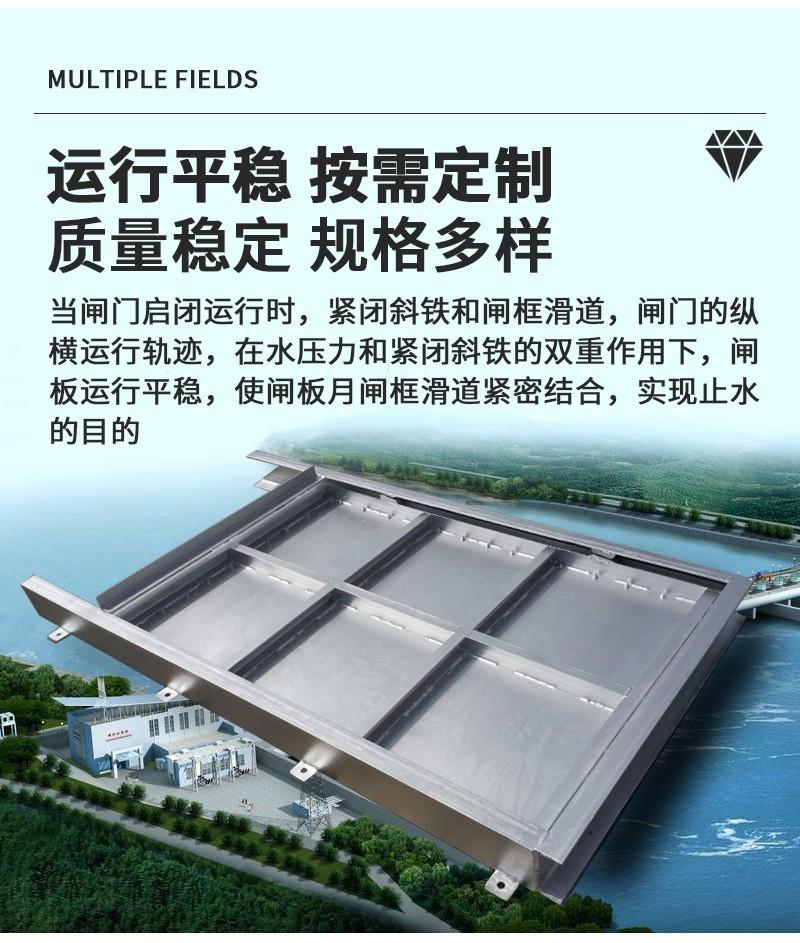
安装使用方便的特点。当闸门长期使用密封面磨损时,则可调整楔块位置,便能恢复原密封性能。
2..一般要求
在*大工作水头下,闸门部件拉伸强度的安全系数不小于5。并在计算的基础上增加2mm的腐蚀余量。
3..闸框
闸框应加工成方形,以便与沟槽断面相匹配。闸门处于全开位置时,闸板至少有一半仍然包含在闸框内。闸框的下边缘应有加工过的凹形槽,槽内嵌入有铜质的密封座面,并用和密封座面相同的材料制作的沉头螺钉与闸框连接,此密封座面应加工到≤3.2μm的表面粗糙度。闸框背面也应进行加工,以便与预埋墙框的机械加工面直接栓接。闸框与墙框结合面在安装时应充填粘接剂。
3.闸板、导轨及吊耳
闸板应为整体铸造结构、矩形、带有整体浇铸的水平和垂直方向的加强筋。在*大负荷时,挠度不得大于构件长度的1/1500。闸板的滑动处应有加工过的凹形槽,槽内嵌入有铜质的密封座面,并用与密封座面相同材料制成的沉头螺钉与闸板连接。整个闸板长度的每一边的滑动面处应加工成一台阶结构,此结构与导槽之间保持小于或等于5mm的间隙,闸板的四边均应有楔块,闸板上方的垂直中心线应固结或整体铸造吊耳,用于连接闸杆。在闸板侧边与导轨之间的间隙不得大于3mm,导轨应用不锈钢沉头螺钉与闸框连接或与闸框铸成整体,以防止导轨与闸框之间的相对运动。闸门和闸框的底部应有防止闸板与闸框过度楔紧而设置的可调节顶块。
4.预埋墙框
预埋墙框应预埋在沟渠壁中。墙框应铸造得平整光滑,不致于滞留栅渣。
5.闸杆
闸杆螺纹根部的直径尺寸应保证闸杆能在*大允许冲击水头下正常工作。当闸门传动轴超过3m时,闸杆中间应设支撑装置,每3m可考虑设置一个支撑装置。
6.启闭机启闭机应满足下列要求。